



- Applications
- Automated yeast harvest with the Negele ITM-2 turbidity meter

Automated yeast harvest with the Negele ITM-2 turbidity meter
Application Brocher:
Application Details
The Application
Yeast harvest automation in breweries using the ITM-2 turbidity meter
The Requirements
During fermentation, the yeast pitched into the wort multiplies two- to three-fold through respiration of the oxygen dissolved in the wort. When the wort extract is fully fermented, the young beer is cooled down and the yeast settles in layers on the bottom or cone of the tank. The lowest, densest layer consists of dead yeast cells. The middle and still very dense layer consists of living yeast cells with a high fermenting power known as “white yeast”. The upper layer, or light brown yeast, is mixed with beer and is less turbid.
During the fi rst yeast harvest, the bottom two layers are carefully extracted and separated because the white yeast is reused, or even marketed, as so-called “pitching yeast”.
During the storage and ageing period, the remaining yeast largely settles out as brown yeast. When the tank is emptied, the brown yeast is carefully separated from the beer as this has a major impact on the beer quality.
Many breweries still monitor yeast harvesting manually. The process is controlled by checking the turbidity through a sight glass.
The Negele-Solution
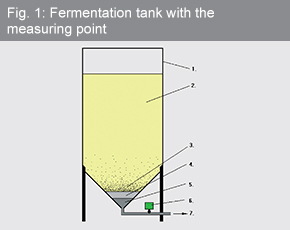 Due to diff erences in the number of yeast cells and in the density of the yeast layers, turbidity measurement can be used to diff erentiate between the layers. For this purpose, an ITM-2 turbidity meter is installed at the fermentation tank outlet. It continuously measures the turbidity in % and outputs the measured value as a 4…20 mA analog signal to the process controller. By simply adjusting the setpoints, the yeast harvest can now be controlled precisely, reproducibly and automatically.
Due to diff erences in the number of yeast cells and in the density of the yeast layers, turbidity measurement can be used to diff erentiate between the layers. For this purpose, an ITM-2 turbidity meter is installed at the fermentation tank outlet. It continuously measures the turbidity in % and outputs the measured value as a 4…20 mA analog signal to the process controller. By simply adjusting the setpoints, the yeast harvest can now be controlled precisely, reproducibly and automatically.
The Advantages
- Precise, reproducible measurements guarantee a consistent product quality.
- Time savings quickly amortize the cost of investment and make production more profi table on a lasting basis.
- Favorable price-performance ratio
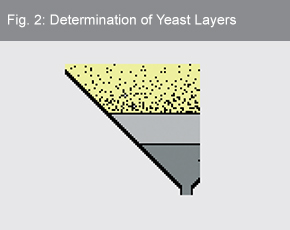
Determination of Yeast Layers
| Turbidity values in yeast layers | |
|---|---|
| Light brown | 15% |
| Dark brown | 20% |
| White | 70% |
| Dead | 80% |
津ICP备09013498号-28 Copyright © 2022 Anderson-Negele
福迪威西特传感工业控制(天津)有限公司